One of the most hopeful signs of recovery from the pandemic slowdown was the global surge in consumer appetite for new cars. But that momentum was brought to a screeching halt by a crippling semiconductor shortage—one that left auto manufacturers slowing or even stopping production as they scrambled to secure enough chips to build vehicles.
The unexpected spike in demand wasn’t the only factor in the shortage: A series of unpredictable disasters also tangled the semiconductor supply chain. A freak cold snap in Texas in February shut down factories at top chipmakers. Drought in Taiwan around the same time threatened to dry up the island’s semiconductor supplies (since chipmaking requires pools of water to wash away industrial chemicals). Then, in March, a fire tore through a factory at Japan’s Renesas—a key chip supplier for the industry.
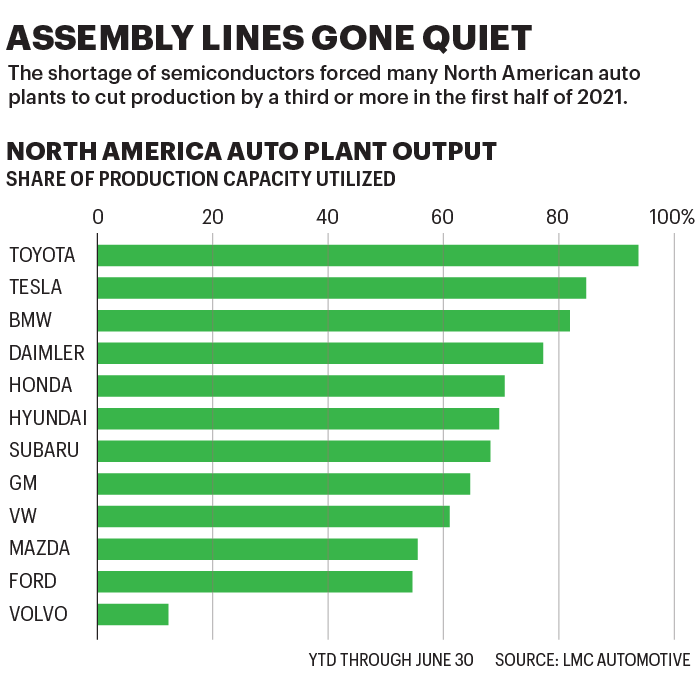
Aftershocks rippled through assembly lines and car lots worldwide. As early as January, Ford and General Motors warned of shortages. Since then, they have halted assembly lines where they have failed to secure chipsets to power their cars’ onboard computers; GM cut production by 278,000 units through May, and Ford had to reduce global production 50% in the second quarter. European automakers buckled too. Volkswagen, Daimler, BMW, and Renault each slashed their manufacturing totals. Thousands of workers were idled or furloughed, while would-be car buyers suddenly faced weeks-long waiting lists. All told, consultancy AlixPartners says the chip shortage will cost automakers globally about 4% of total sales this year—some $110 billion in forgone revenue.
But not all carmakers have suffered equally. While rival OEMs (or original equipment manufacturers, as automakers are known) stumbled, Toyota kept production largely on target until May. The company has said factory closures owing to chip shortages would cause a shortfall of 20,000 vehicles in Japan—less than 1% of Japanese production in fiscal 2021. Toyota’s North American production, meanwhile, hummed along at 90% of capacity for the year through June. That prolonged productivity propelled the company to a rare victory: In the second quarter, it was the No. 1 automaker by sales in North America, marking the first time since 1998 that GM hasn’t held the top spot.
With the global semiconductor shortage now expected by some to stretch into 2022 or beyond, competitors are taking notice. “Other automakers are looking to Toyota and seeing that obviously something has made them less vulnerable,” says Michael Weber, a partner at consultancy Bain & Co. “Now other OEMs are trying to learn from what Toyota has done.”
Toyota’s handy navigation throughout the shortage is more than just good luck: It’s good management. Over the past decade, Toyota has overhauled the way it oversees its supply chain—implementing hard lessons it learned a decade ago after the Fukushima earthquake and tsunami devastated swaths of Japan’s industrial heartland. Those gradual reforms prepared the company to ride out the current chip crisis, executives say. And just as the success of Toyota’s “just in time” (JIT) manufacturing model led automakers the world over to imitate the company in the 1980s, the company’s new advances may spawn another wave of imitation.
Unlike many of its rivals, Toyota essentially stockpiles chips. That’s a deviation from JIT, which dictates that supplies reach the production line only when they are needed. (Stockpiles occupy valuable space on the factory floor, as well as on the company’s books.) In practice, Toyota’s suppliers do the actual stockpiling. Like all automakers, the company relies on a multitude of components that contain semiconductors, such as smart displays or audio systems. Toyota requires suppliers of those components to maintain up to a six months’ buffer supply of chips dedicated to Toyota orders—just in case.
According to Tu Le, founder and CEO of auto industry consultancy Sino Auto Insights, most automakers don’t engage in Toyota’s level of micromanagement. But the current shortages show why such Type A approaches are invaluable—especially given that for most chipmakers, the auto industry isn’t the highest-priority client. “If a chip shortage lasts more than three months, it’s not really a chip shortage,” Le says. “It’s poor supply-chain management.”

Few sectors have supply chains as complex as the auto industry’s. OEMs design and assemble the vehicles they sell in their brands’ showrooms, but every OEM relies on a network of hundreds if not thousands of suppliers to provide component parts. And Toyota’s effort to tame that sprawling network stretches far beyond the semiconductor world.
The company learned the value of forging stronger relations with lower-tier suppliers after the Fukushima tsunami struck in 2011. In the aftermath, Toyota struggled as individual parts manufacturers dropped offline. The company readied engineers to help repair suppliers’ damaged plants, but Toyota managers quickly realized they didn’t even know how to find all their contractors and subcontractors. “They didn’t know the sub-supplier’s name, they didn’t know their telephone number, they certainly didn’t know their address,” says Jeffrey Liker, author of The Toyota Way, a definitive treatise on Toyota’s production system. In the first hectic weeks after the quake, Toyota managers encamped in a war room, putting out endless phone calls to gather information about their far-flung network of component makers. Details were scrawled on Post-it notes and slapped on the walls.
If a chip shortage lasts more than three months, it’s not really a chip shortage. It’s poor supply-chain management.
Tu Le, founder and CEO of auto industry consultancy Sino Auto Insights
Eventually, those stopgap measures evolved into a comprehensive management system that Toyota dubbed Rescue—the Reinforce Supply Chain Under Emergency system. Rescue is a centralized database containing thousands of nodes that map out Toyota’s suppliers, and its suppliers’ suppliers. When a crisis occurs, supply-chain managers fire up Rescue to pinpoint which producers and parts are at risk of disruption and quickly make alternative plans. During an earnings call last year, Toyota’s then chief of supply chain and procurement, Masayoshi Shirayanagi, said Rescue has shortened the time it takes Toyota to locate the source of problems from two weeks to just 12 hours.
Rescue is also a vital part of Toyota’s Business Continuity Plan (BCP), which specifically calls on suppliers to stockpile chips. Another element of that plan is “parallel sourcing”—using multiple suppliers to source the same part for different marques. If one should falter, Toyota shifts orders to an alternative, to keep production going. That network of alternative suppliers helped it weather factory closures during the early stages of the pandemic in 2020—and could come in handy in crises to come.
The chip shortage has instilled a greater sense of urgency in the rest of the industry about protecting its supply chains. Ford CEO Jim Farley suggested on an earnings call in April that his company would strike direct relationships with chipmakers, to “eliminate vulnerabilities”; in June, GM CFO Paul Jacobson said GM might do the same.

In Europe, a consortium of companies led by BMW and software giant SAP are going further: They’re building a Europe–wide supply-chain database akin to Rescue called Catena-X. The Catena-X consortium was founded this March; in contrast to Rescue, which only Toyota has access to, it aims to build a database of suppliers that any member automaker can use. Volkswagen, BMW, and Mercedes-Benz are all founding partners.
The project must navigate thorny issues of data ownership and privacy protection, but its stewards insist a shared platform is the best solution to recurring shortages. “It took a long time for us as an industry to really recognize that the existing structures with little supply-chain oversight no longer work, and I think we learned that the hard way,” says Oliver Ganser, chairman of Catena-X and head of data driven value chain at BMW.
Ganser says a system like Catena-X can also play a role in the quest for sustainability. As governments and investors increasingly hold companies accountable for carbon emissions across their supply chains, an ultra-detailed, optimized database could help manufacturers stamp out pollution problems. Climate change itself makes a compelling case for adopting better management tools: This year’s Texas cold snap and Taiwan drought, for example, reflect the volatility of weather on a warming planet.
In the meantime, the ripple effects of COVID-19 continue to keep automakers in crisis mode. In July, Toyota had to suspend operations at three production plants in Thailand after an outbreak of the virus shut down a key component supplier there. “There’s a deep belief in the automotive industry that there will be more shocks to the supply chain in the future,” Bain’s Weber says.
The silicon in your SUV
Automotive semiconductors make up a $35 billion market; these three chipmakers are particularly big players.
INFineon (Germany)
2020 revenue: $10 billion*
It was an unwelcome shock when Infineon’s Texas factory was knocked offline by a snowstorm in February. Infineon commands about 13% of the automotive chip market and earns 43% of its revenue from that sector. The company was already straining to meet demand: Like many chipmakers, it outsources a lot of production to Taiwan chipmaking giant TSMC—limiting its ability to adjust production schedules.
Renesas (Japan)
2020 revenue: $6.5 billion
In March, a fire stopped production at one of Renesas’s Japanese plants, sending $156 million worth of production up in smoke. Renesas, a key supplier for Toyota, was unable to restore 100% of the factory’s operations until the end of June. In 2011, the same plant was disabled for three months following the Fukushima earthquake and tsunami.
NXP (Netherlands)
2020 revenue: $8.6 billion
NXP is having a strong 2021 despite two of its Texas plants having shut down temporarily in the February storm. The company earns 50% of revenue from the automotive market, where chip-hungry clients are placing long-term orders that can’t be canceled.
*For fiscal year ended 9/30/20
This article appears in the August/September 2021 issue of Fortune with the headline, “Coming through when the chips are down.”
Subscribe to Fortune Daily to get essential business stories straight to your inbox each morning.